







{kind=link}
Executive Director / CEO

All mainstream arc welding processes require some sort of shielding gas to protect the molten weld metal from the atmosphere. Some processes, such as shielded metal arc welding (SMAW) and self-shielded flux-cored arc welding (FCAW-S), generate shielding gases through the decomposition of constituents in the flux, while other processes such as gas metal arc welding (GMAW) and FCAW require an external shielding gas be delivered to the arc to provide adequate protection.
Specifically, in the gas-shielded FCAW process, the addition of a shielding gas creates a protective environment around the weld pool and arc. By excluding atmospheric elements (particularly nitrogen, excess oxygen, and hydrogen), shielding gas reduces the risk of oxidation and helps stabilize the arc, resulting in high-quality welds with the desired mechanical properties.
Let’s explore the most common types of shielding gases, their effects on the welding process and resulting welds, considerations for selecting the right gas for a specific application, and the environmental and regulatory factors that may have to be considered. While there is a broad range of applications for FCAW, this article specifically focuses on the shop based structural steel applications and the effects of shielding gas selection.
The primary purpose of shielding gas in FCAW is to prevent atmospheric contamination by creating a barrier between the weld pool and the surrounding atmosphere. This barrier prevents the formation of critical weld defects such as porosity, incomplete fusion, cracks or brittleness, and other surface discontinuities.
Porosity is a weld defect caused by the absorption of atmospheric gases such as nitrogen and oxygen into the molten weld metal during the welding process. As the weld metal cools and solidifies, the reduced solubility of these absorbed gases prompts the formation of gas pockets or voids within the weld metal. These gas pockets weaken the weld's structural integrity by reducing the cross-sectional area of the weld and introducing stress risers into the load pay, rendering the weld susceptible to premature failure.
Insufficient coverage of the weld zone by the shielding gas can result in disruptions in the welding arc, leading to incomplete fusion or lack of penetration. These types of defects result in an incomplete metallurgical bond between the filler metal and the base metal, jeopardizing the weld's structural integrity, particularly in applications requiring complete joint penetration and enhanced durability, such as cyclic loading.
The presence of cracks or brittleness in the weld is another consequence of inadequate shielding. Contamination of the weld metal or the heat-affected zone (HAZ) by oxygen or hydrogen from the surrounding atmosphere can result in the formation of brittle intermetallic phases and oxide inclusions that greatly increase susceptibility to cracking.
Ensuring proper shielding gas coverage throughout the welding process is paramount in mitigating these detrimental effects. It not only maintains a clean environment around the weld zone but also preserves the weld's mechanical properties, ensuring a sound and robust weld with minimal defects and superior performance.
FCAW uses different types of shielding gases, each with its own characteristics and applications; the two most common being carbon dioxide (CO2) and argon.
Arguably the most commonly used FCAW shielding gas for structural steel applications is pure CO2. At room temperature, CO2 is an inert gas. However at the extreme temperatures found in the welding arc, it is a reactive gas, meaning that when exposed to the welding arc, the gas decomposes into carbon, oxygen, and carbon monoxide (CO) and reacts with other elements in the arc and the weld pool. This contributes additional energy to the welding arc, resulting in a deep and broad penetration profile. CO2 generally offers the most cost-effective solution for a shielding gas, making it suitable for welding thicker sections of material.
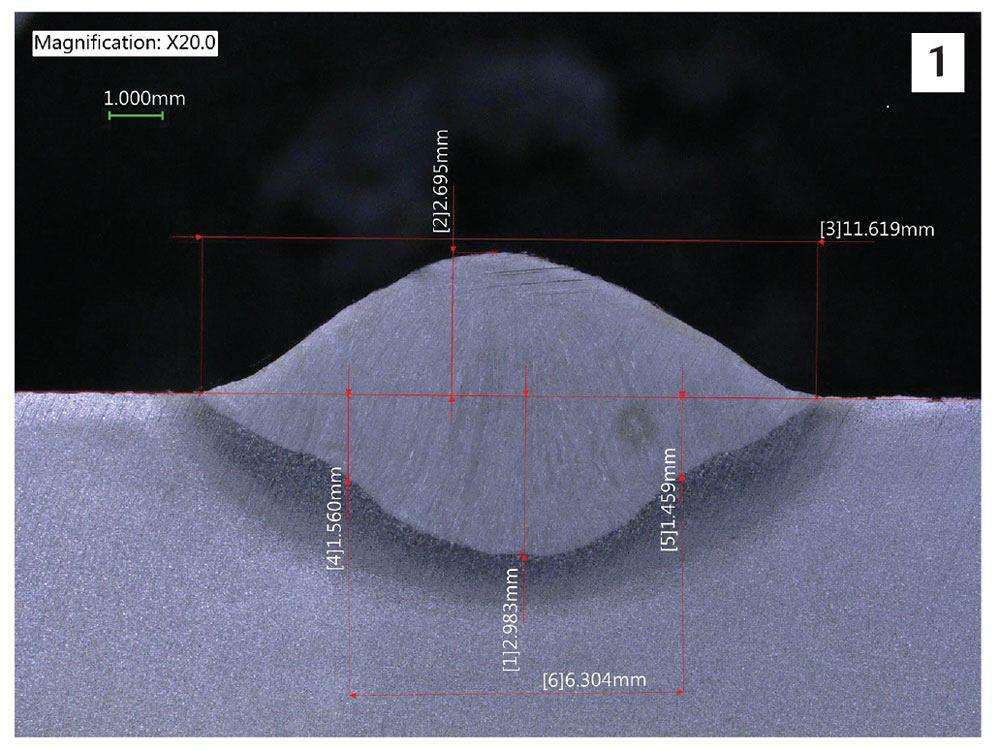
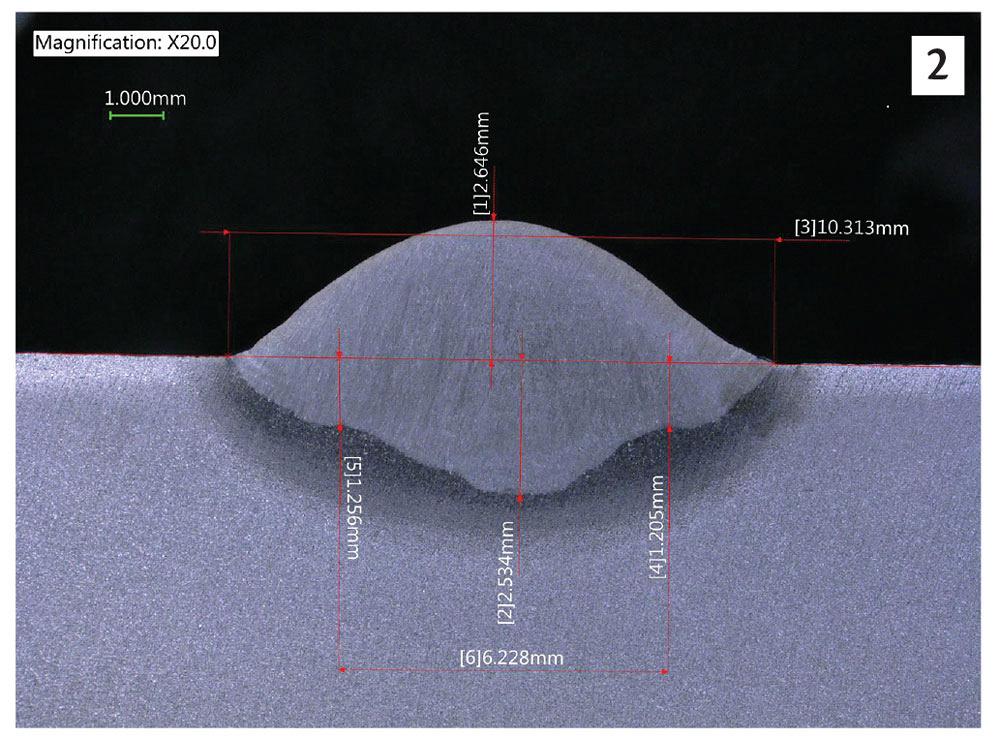
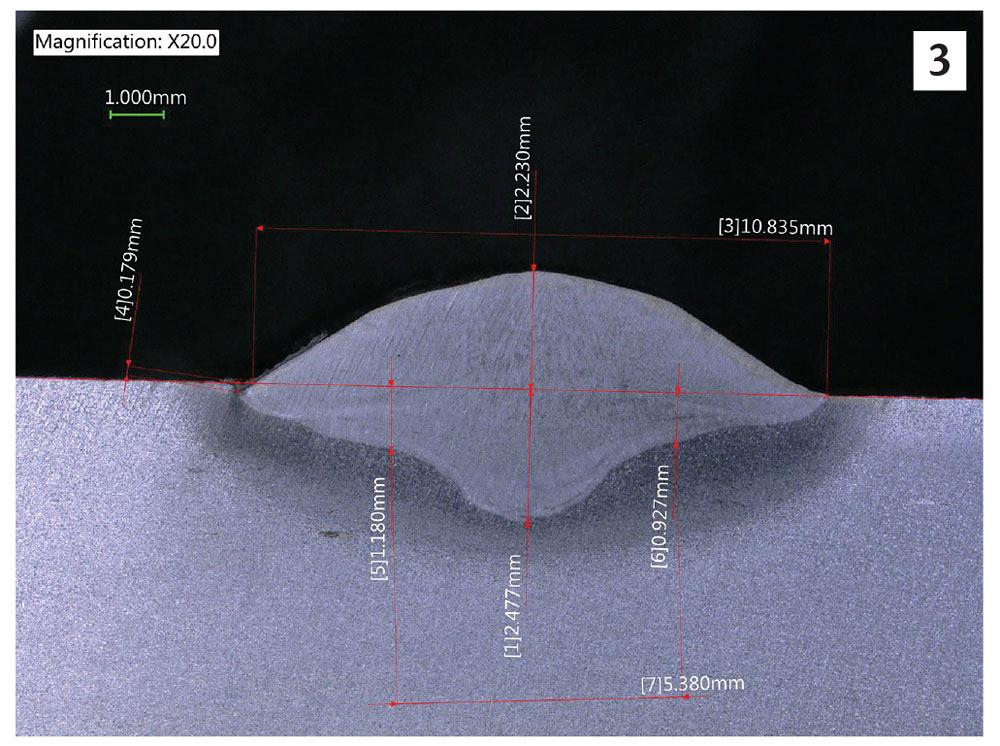
Different weld profiles created using (1) pure CO2, (2) a CO2/Ar mix, and (3) pure Ar.
Argon (Ar) is an inert gas that comprises slightly less than 1 per cent of the earth’s atmosphere. Its inert nature makes it ideal as a shielding gas for many applications, however it has a relatively lower ionization energy, which results in a finger-like penetration profile that is deeper in the centre and more shallow on the edges. This penetration profile can be problematic for welded joints requiring complete penetration (see Figure 1). For FCAW applications, 100 per cent Ar results in an unstable arc and therefore is almost always mixed with other active gases (CO2 or oxygen). Most common Ar/CO2 blends range from 75 per cent Ar and 25 per cent CO2 to 95 per cent Ar and 5 per cent CO2. The addition of CO2 improves arc stability and reduces spatter, resulting in better control and appearance on thinner materials. Higher Ar content increases puddle fluidity and allows for more reliable transition to a spray-type transfer.
Choosing the right shielding gas is only one part in the journey toward welding process optimization. Process optimization begins with understanding the application and the quality or code requirements—every variable in the welding procedure should be considered when choosing the right shielding gas. What materials, thickness ranges, joint designs, toughness requirements, and welding positions will be used?
Thicker sections of structural steel may benefit from the deeper weld penetration provided by pure CO2. However, for thinner materials or when welding out of position (vertical and overhead), Ar/CO2 blends offer better arc stability and reduced spatter. CO2 is widely available and straightforward to use, allowing for a broader range of parameters to achieve acceptable welds. Ar/CO2 blends operate within a narrower band of parameters and yet can offer better results in certain applications.
Shielding gas selection also has an impact on the mechanical properties of the weld metal and HAZ. For applications where higher strength is required, CO2 can provide a small increase, however it typically comes at the expense of weld and HAZ toughness. The use of Ar/CO2 blends to shield the arc typically result in welds with slightly reduced strength and increased toughness. As the percentage of argon in the blend increases, the toughness will correspondingly increase.
Cost to qualify and ongoing costs to use a welding procedure in the shop or field should be considered. If the desired shielding gas is not certified for use with the selected wire, additional PQR testing may be required, however the upfront testing cost may be offset by increased productivity or reduced operating costs.
Jeff Molyneaux is executive director/CEO at Materials Joining Innovation Centre (MaJIC), 140 Government Rd. E., Kirkland Lake, Ont. P2N 3H7, 705-498-1567, jeff.molyneaux@majic-ca.org, www.majic-ca.org.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




