







Manage the shop floor based on real-time data
Complete the production picture using integrated manufacturing execution systems

MES software creates direct connections and collects critical data from various production processes. Photo courtesy of TRUMPF.
How easy is it to answer these kinds of shop floor questions?
- Where is this order … right now?
- What does the capacity situation look like for tomorrow’s shift?
- How can we reroute and complete a job with the least disruption because a machine needs maintenance?
- Did any problems cause downtime during the last shift?
For a small facility, a quick stroll through the shop might provide the needed information, but for shops with multiple capabilities and several people working in production, it can be difficult to track and interpret the myriad variables involved with providing immediate, accurate, and crucial shop floor feedback. But this is the information that can keep a facility competitive.
That’s where manufacturing execution system (MES) software comes in. And, according to Jonathan Kim, division manager of Industrial IoT at Amada, these systems are becoming more affordable, and important, for companies of all sizes.
“What makes MES software more accessible today than 10 years ago is a continuous price drop in data storage, network bandwidth, and sensors. Thanks to technology advancement and cost reduction, today’s mid-size to small manufacturers are no longer priced out of MES software and real-time data collection systems,” Kim said.
“In the past big data required significant resources to collect, store, and analyze, but today it is more affordable. Monitoring and analyzing production on a real-time basis typically results in the identification of process improvement opportunities. MES software is an investment in continuous improvement.”
Manufacturers’ pursuit of continuous improvement has led to tighter integration between MES software and the rest of the shop, including various machines and other software systems. A fully integrated MES can achieve company-wide data collection, sharing, and analytics.
“The best way to identify improvement patterns is to connect all machines and processes. Broader visibility greatly increases the chance of identifying and alleviating hidden bottlenecks,” Kim said.
Go-Between Software
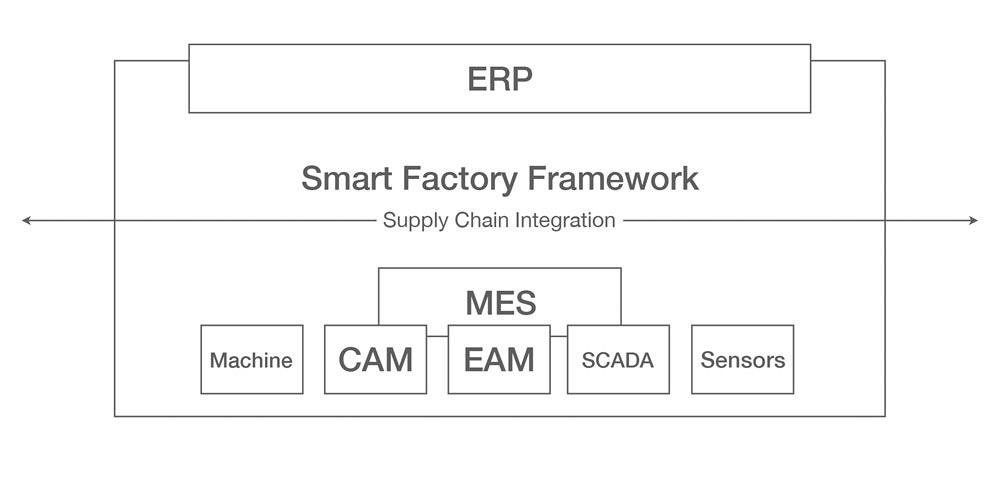
An extension of enterprise resource planning (ERP) software, or a functional layer between ERP and the shop floor, MES software can communicate work flow directives from ERP to each piece of equipment and process while continuously monitoring its progress. It can also integrate with various manufacturing software. Bottom line, an MES can mesh with software programs that are limited in their production communication and tracking capabilities to provide electronic—and paperless—communications and documentation. MES is shop floor-centric. It can monitor, measure, and report on every aspect of production, including material management, equipment performance, maintenance, and production progress.
Tobias Mauz, TruConnect specialist for software solutions at TRUMPF Inc., said, “MES software comes into play to create a direct connection between the different production workplaces and other systems, such as the various machine processes, storage systems, programming software, and ERP and MRP. It can share information between departments and other software programs to offer real-time information needed for each department to effectively manage shop floor processes. That information can be automatically collected with interfaces between the workplaces and software and without the time and potential errors involved with manual input.”
The ability to share information is key. “A high level of transparency, in my opinion, is the centrepiece of managing production successfully. Without the availability of needed live information 24/7, it can be hard to make decisions and difficult to manage your shop floor. This is a benefit an MES can deliver,” said Mauz.
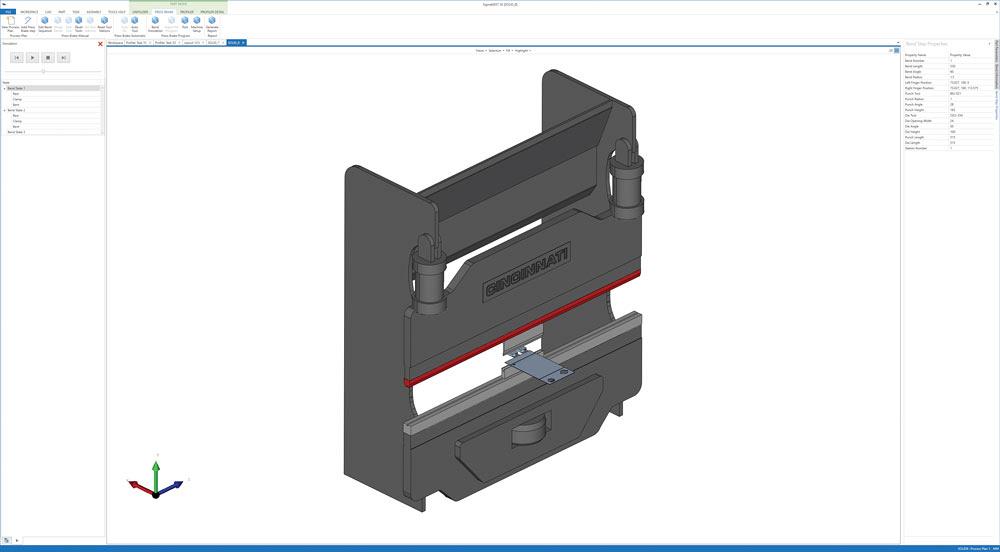
Part tracking capability, he added, often is the key incentive for adding MES to a facility’s software mix. Marius Marx, SigmaMRP product manager at SigmaTEK Canada, said, “Somebody with an MES could contact me and say, ‘These parts are being bent right now,’ or ‘Those parts are at the welding station,’ or ‘That order is nested and posted to the machine.’ Data is available in real time on every job.

Typical MES software positioning within manufacturing software environment is under the Macro Subset. Image courtesy of Amada America Inc.
“Some software can also tell customers exactly when their parts are scheduled to be cut, which is critical information with today’s tight deadlines. The sales staff no longer needs to walk to the shop floor to get information.
“That is the kind of information manufacturers want, and it can be available through MES depending on which software applications they run. If office and shop floor applications share data, manufacturers have instantaneous access to job progress data—what is complete; what is next; what was scrapped, renested, reposted—the list goes on. Feedback can be exchanged between applications as well, allowing corrections to be made immediately and delivery deadlines maintained,” Marx said.
Real-time Machine Measurement
Supervisory control and data acquisition (SCADA) is a subcomponent, or complementary system, to MES software that acts as real-time measurement gauges for machines. When fully integrated, SCADA communicates the machine’s status to the MES which analyzes the data. The industrial internet of things, Industry 4.0, or smart factory takes the analysis to the next level by incorporating supply chain tracking, for example, from material and component acquisition to actual delivery of the finished product.
“The most important thing about MES, or any smart factory solution, is that it delivers actionable items that result in continuous improvements. A status dashboard is a favourite feature of MES software, but a dashboard requires constant monitoring. To achieve real efficiency, a highly intelligent notification system is also needed,” Kim said.
“This multi-device notification system allows users to set thresholds and it delivers pertinent information to the people who need to know. This enables them to take immediate action when a machine or process has moved outside of the set threshold.”
Marx said, “Our shop floor application uses colour coding in the nesting program to distinguish between parts based on a selected field like customer order numbers. Real-time data can be used to show the next process for each part. And it will automatically update based on feedback from shop floor processes. For example, if feedback indicates that a part had to be scrapped during a downstream process, it can quickly be renested and reposted to the work flow for the appropriate equipment.”
If a job needs to be pulled from a piece of equipment, MES can ease the rerouting process in a fully connected shop. Mauz said, “Moving an order from one machine to another is like using Google Maps to choose different routes when you’re stuck in traffic. If there’s a bottleneck or machine problem, the information transference capability will show what machines No. 1 and 2 are doing at the moment to allow logical changes and rescheduling.”
At times an ERP schedule isn’t practical for a dynamic shop floor environment that faces daily machine and human challenges along with the constant interjection of rush jobs that interrupt the scheduled production flow.
“An ERP system can provide high-level scheduling to meet the deadline. But work order scheduling done without leveraging real-time activity and conditions may not be practical because of the chaotic nature of the shop floor,” said Kim. “MES can bring this granular and critical information into the scheduling process, and that data allows the shop floor to be scheduled more efficiently.”
MES Improves OEE
Increased process visibility, operations transparency, improved work flow, and an uptick in overall equipment effectiveness (OEE), results credited to using MES software, can be achieved a step at a time.

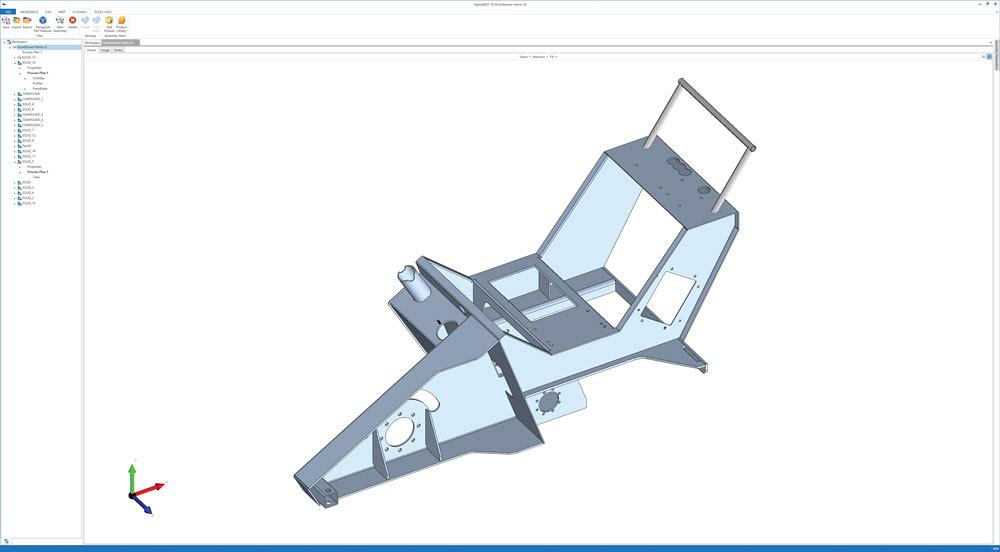
TruTops software from TRUMPF has modules that track the job from request for quote through all production processes. Photo courtesy of TRUMPF.
Depending on priorities and budget, a shop’s foray into MES software can start small and grow along with the company.
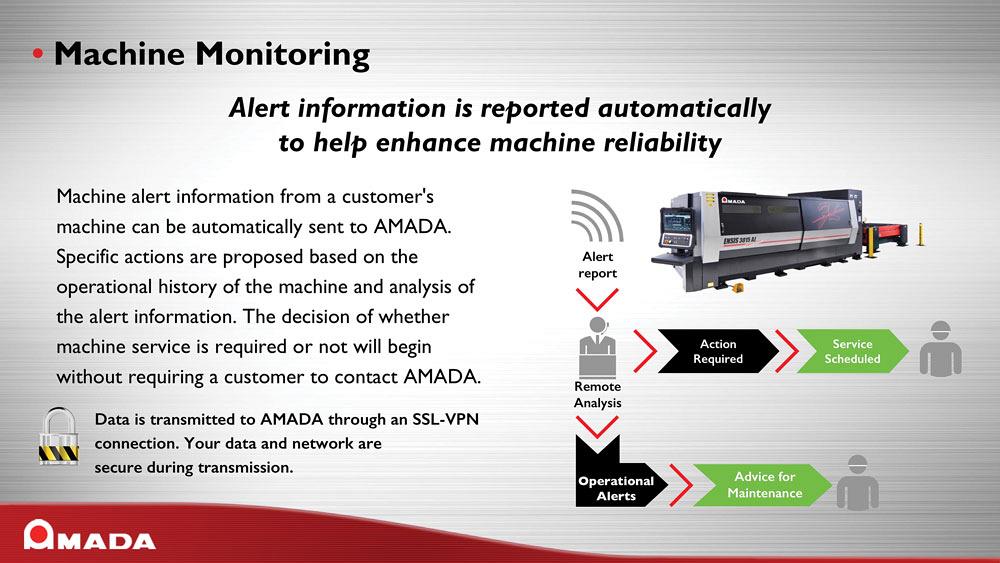
“MES software can be successfully implemented in job shops and OEMs. There are no limits regarding facility size,” said Mauz. “For small shops a modular software structure is a big benefit. The shop can pick the modules that fit its needs. The company does not need to begin with a system with all functionalities. For example, it can begin with machine monitoring then add scheduling, order tracking, or managing equipment capacities. The mix of modules can be based on specific requirements. As the company grows, the software investment can grow and provide additional capabilities.”
Associate Editor Sue Roberts can be reached at sroberts@canadianfabweld.com.
Amada America Inc., www.amada.com/america
SigmaTEK Systems LLC, www.sigmanest.com
TRUMPF Inc., www.trumpf.com


{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Aluminum MIG welding wire upgraded with a proprietary and patented surface treatment technology

2
Achieving success with mechanized plasma cutting

3
Hypertherm Associates partners with Rapyuta Robotics

4
Gema welcomes controller

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
